
हाइड्रोलिक होसेस क्यों फटते रहते हैं? 5 छिपे हुए कारण 90% रिपेयर टेक मिस
हाइड्रोलिक नली क्यों फटती रहती है?
कारखाने में प्रवेश करते ही समस्या तुरंत स्पष्ट हो जाती हैः मशीन के नीचे तेल का एक ढेर फैल रहा है, एक फटी हुई नली लटकी हुई है, और एक उत्पादन लाइन ठप हो गई है।
यह छह महीने में तीसरी बार है कि इस विशिष्ट नली की स्थापना विफल हो गई है। आपने दबाव के मूल्यांकन की पुष्टि की है कि वे सही हैं और नली के बाहरी कवर का निरीक्षण किया है,कोई स्पष्ट निशान या घर्षण का पता लगानाफिर भी, जब आप इसे एक बार फिर से बदलने का कार्य करते हैं, तो आप यह सोचने से नहीं रोक सकते हैंः क्या आपको केवल दोषपूर्ण नली का एक बैच मिला है?80% से अधिक समय से पहले हाइड्रोलिक नली की विफलता अत्यधिक दबाव या निर्माण दोषों के कारण नहीं होती है, बल्कि छिपे हुए, दीर्घकालिक मुद्दों के कारण होते हैं, जिनकी स्थापना और नियमित निरीक्षण के दौरान अनुभवी तकनीशियन भी अक्सर अनदेखी करते हैं।
निम्नलिखित अनुभाग में पुनरावर्ती नली विफलता के पांच सबसे अधिक बार नजरअंदाज किए जाने वाले कारणों पर गहराई से विचार किया गया है और उन्हें प्रभावी ढंग से रोकने के तरीकों पर प्रकाश डाला गया है।

1. अनुचित Crimping ′′ नंबर एक "चुपचाप हत्यारा"
अक्सर इसे अनदेखा क्यों किया जाता है
अधिकांश लोग क्रिमपिंग को एक साधारण "पास/फेल" जांच के रूप में देखते हैंः यदि फिटिंग तुरंत नहीं गिरती है और कोई स्पष्ट रिसाव नहीं है, तो क्रिमपिंग की गुणवत्ता स्वीकार्य मानी जाती है।वास्तविकता बहुत अधिक खतरनाक है.
अनुचित रूप से क्रिम किए गए फिटिंग्स, चाहे वे बहुत ढीले हों या बहुत तंग हों, "देरी" विफलताओं का कारण बन सकते हैंः
अंडर-क्रिमिंगः फिटिंग शुरू में सुरक्षित लग सकती है लेकिन दबाव चक्र के तहत धीरे-धीरे विस्थापन से गुजरती है।नली के सुदृढीकरण परत अक्सर पहले से ही स्थानांतरित ferrule से क्षतिग्रस्त हो गया है.
अति संकुचनः अत्यधिक संपीड़न बल आंतरिक ट्यूब को कुचल सकता है और स्टील के तार के सुदृढीकरण को नुकसान पहुंचा सकता है। उच्च दबाव तरल पदार्थ तब सुदृढीकरण परत में घुस सकता है,फिटिंग से दूर की यात्रा और अंततः बाहरी कवर के लिए फोड़े और फट कारण.
नतीजतन, फिटिंग के पास फटने की विफलताओं को अक्सर गलत तरीके से दबाव के स्पाइक्स के लिए जिम्मेदार ठहराया जाता है, जब मूल कारण वास्तव में क्रिमपिंग प्रक्रिया के दौरान महीनों पहले स्थापित किया गया था।
जाँच करने के लिए प्रमुख संकेतकोंः फिटिंग से 6 इंच (लगभग 15 सेमी) के भीतर नली के बाहरी ढक्कन के फोड़े या उभार।
"प्रवास" या समय के साथ फिटिंग की स्थिति में बदलाव।
फटने की विफलता लगातार फर्टुल के ठीक पीछे होती है।
अंतिम समाधान: अनुमानों पर भरोसा करना बंद करो. हर नली और फिटिंग संयोजन के निर्माता द्वारा निर्दिष्ट एक crimp व्यास है. सही मरम्मत के साथ एक कैलिब्रेटेड crimping मशीन का उपयोग करें,और एक डिजिटल कैलिपर या crimp गेज का उपयोग कर हर शिफ्ट की शुरुआत में पहली तैयार विधानसभा के व्यास की पुष्टि.
पूर्ण विश्वसनीयता सुनिश्चित करें:सेटअप त्रुटियों को समाप्त करने और मैनुअल चार्ट लुकअप या दृश्य अनुमान की आवश्यकता को समाप्त करने के लिए विभिन्न नली प्रकारों के लिए पूर्व निर्धारित मापदंडों को संग्रहीत करने में सक्षम एक डिजिटल क्रिमपिंग मशीन का उपयोग करेंउदाहरण के लिए, हमारे MS-P32 मॉडल में 100 से अधिक मरम्मत सेटों के लिए अंतर्निहित पैरामीटर हैं और डिजिटल नियंत्रण के माध्यम से सटीक क्रिम व्यास सेटिंग की अनुमति देता है,यह सुनिश्चित करना कि क्रिम की गुणवत्ता भाग्य के बजाय सटीक इंजीनियरिंग का परिणाम है.
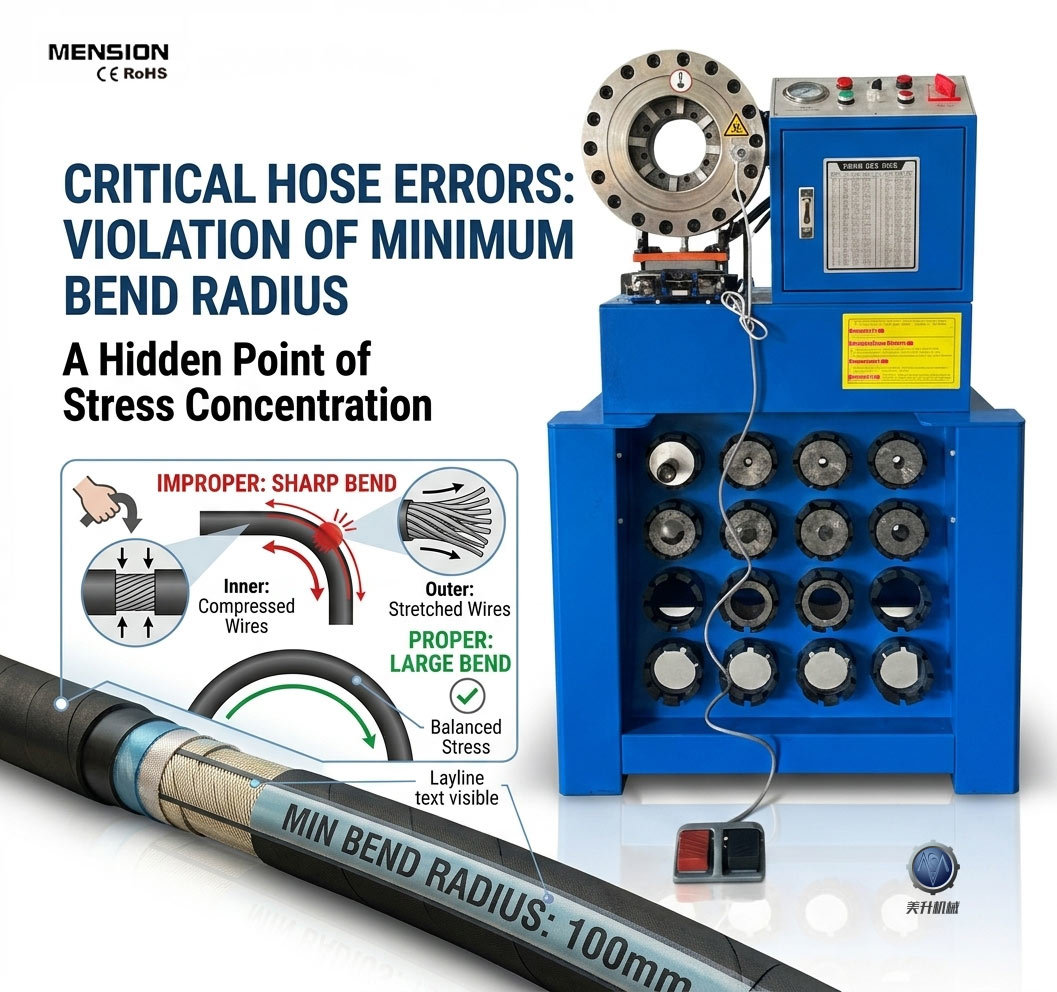
2. न्यूनतम झुकने त्रिज्या का उल्लंघन तनाव एकाग्रता के एक छिपे हुए बिंदु
इसे आसानी से क्यों नजरअंदाज किया जाता है
प्रत्येक हाइड्रोलिक नली का एक निर्दिष्ट न्यूनतम मोड़ त्रिज्या होता है, एक पैरामीटर आमतौर पर नली की लाइन पर सीधे मुद्रित होता है।इंस्टॉलरों को अक्सर एक तेज मोड़ बनाने का लालच होता है (i(यानी, एक छोटी मोड़ त्रिज्या) स्थापना को आसान बनाने के लिए।
इस प्रकार की क्षति पहली बार नग्न आंखों के लिए अदृश्य है। मोड़ के आंतरिक पक्ष पर, इस्पात तार सुदृढीकरण परत संपीड़ित है; बाहरी पक्ष पर,तारों को उनके डिजाइन सीमाओं से परे खिंचा हुआ हैयह थकान तनाव एकाग्रता का एक स्थायी बिंदु बनाता है। नली केवल हफ्तों या यहां तक कि महीनों के बाद तक मोड़ पर फट नहीं सकती है, जब तक कि मूल रूटिंग विधि लंबे समय तक भूल नहीं जाती।.
निरीक्षण बिंदुः फट हमेशा उस बिंदु पर होता है जहां नली की मोड़ सबसे तेज होती है।
सिस्टम के संचालन के दौरान, नली को मोड़ पर मामूली घुमाव या समतलता दिखाई देती है।
विफलता बिंदु पर नली को काटने पर, क्रॉस-सेक्शन अंडाकार होता है।
अंतिम समाधानः न्यूनतम मोड़ त्रिज्या के लिए नली लाइन या विनिर्देशों से परामर्श करें। यदि वास्तविक मोड़ त्रिज्या इस मूल्य से छोटा है, तो नली उस मार्ग पथ के लिए अनुपयुक्त है।
रुटिंग दिशा बदलने के लिए कोहनी फिटिंग या 45°/90° एडाप्टर का प्रयोग करें; कभी भी नली को तेज मोड़ में न डालें।
नली को सुरक्षित करने के लिए नली के क्लैंप और गाइड का प्रयोग करें, यह सुनिश्चित करें कि यह एक प्राकृतिक, कोमल वक्र बनाए रखे; सही कोण के कंक सख्ती से निषिद्ध हैं।
3छिपे हुए घर्षण और कंपन थकान
वे आसानी से क्यों नजरअंदाज हो जाते हैं
नली की खराबी का सबसे आम कारण घर्षण है, फिर भी सबसे गंभीर क्षति अक्सर दृष्टि से बाहर होती है, जैसे नली के बीच संपर्क बिंदुओं पर, माउंटिंग ब्रैकेट के पीछे,या उन क्षेत्रों में जहां कंपन से निरंतर सूक्ष्म घर्षण होता है.
कंपन थकान और भी घातक है। पंप डिस्चार्ज लाइनों और इंजन-माउंटेड नली इकाइयों में,उच्च आवृत्ति धड़कनों स्टील तार सुदृढीकरण परत के भीतर सूक्ष्म थकान दरारें उत्पन्न कर सकते हैंनली बाहर से भले ही बरकरार दिखाई दे, फिर भी उसने अपनी आंतरिक दबाव सहन क्षमता का एक तिहाई खो दिया है; अचानक दबाव बढ़ने से नली फट सकती है।
निरीक्षण स्थल:
नली के बाहरी ढक्कन पर हाथ से चलने पर एक मोटा या "फफ" बनावट।
संपर्क के निशान या नली बंडलिंग बिंदुओं पर घर्षण (यानी नली एक दूसरे के खिलाफ रगड़ते हैं) ।
जंग के रंग के धब्बे दिखाई देते हैं जहां घर्षण बाहरी कवर के माध्यम से पहना गया है ताकि आंतरिक स्टील तार के ब्रैड को उजागर किया जा सके।
व्यापक समाधान:
घुमावदार लिपटे, नायलॉन आस्तीन, या सुरक्षात्मक नली गार्ड को सभी संपर्क बिंदुओं पर लगाएं जो घर्षण के लिए प्रवण हैं।
वाइब्रेशन से प्रेरित आंदोलन को कम करने के लिए हर 2 से 3 फीट (लगभग 0.6 से 0.9 मीटर) पर माउंटिंग क्लैंप लगाएं।
बंडल किए गए नली को अलग करने के लिए स्पेसर क्लैंप का प्रयोग करें और उन्हें एक दूसरे के खिलाफ रगड़ने या काटने से रोकें।
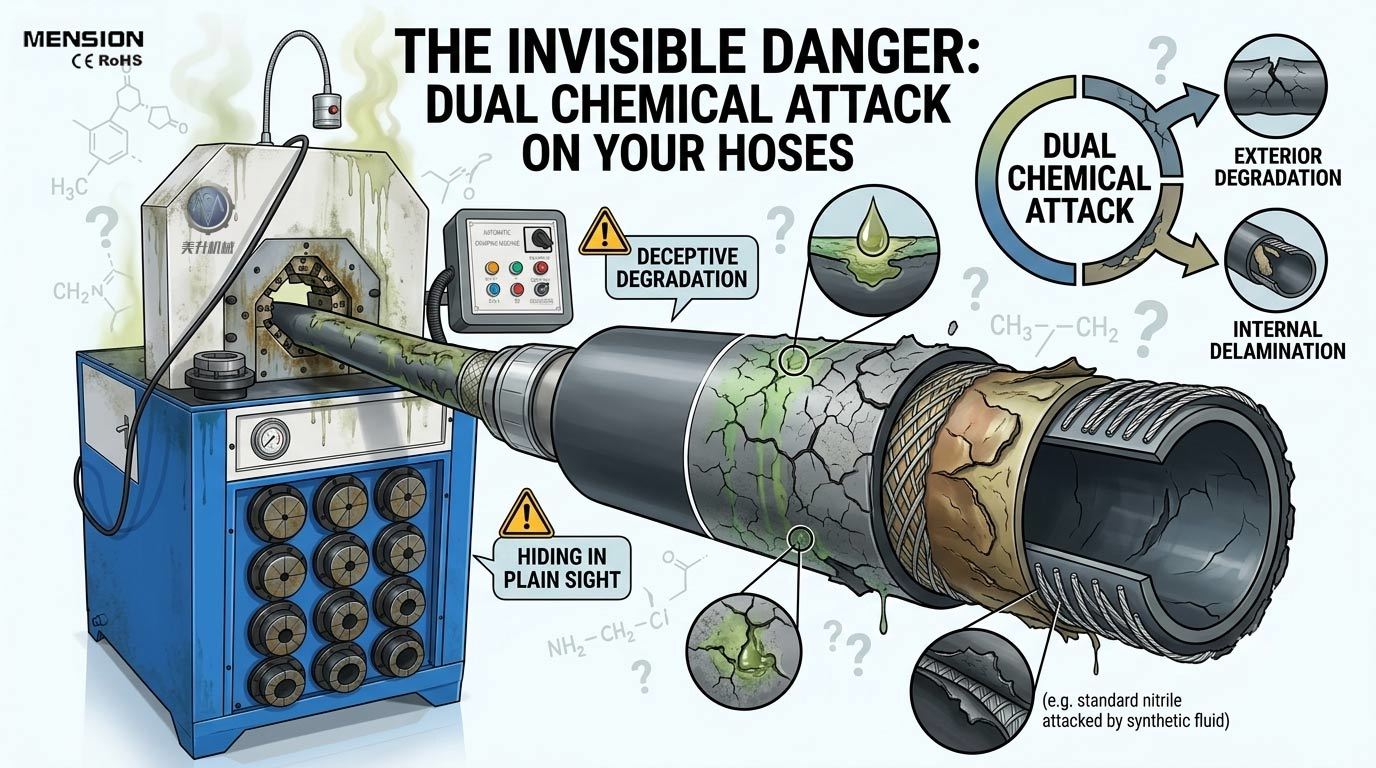
4रासायनिक असंगतता नली के अंदर और बाहर दोहरे हमले
अक्सर इसे अनदेखा क्यों किया जाता है
नली सामग्री का चयन करते समय, लोग अक्सर नली के बाहरी भाग को अनदेखा करते हुए तरल पदार्थ संगतता को प्राथमिकता देते हैं। बाहरी रसायनों के संपर्क में आने से धीमी, घातक गिरावट होती है। सफाई सॉल्वैंट्स,डिग्रिसेटर, बैटरी एसिड धुंध, और यहां तक कि कुछ वसा के कारण नली कवर नरम हो सकता है, सूजन, या भंगुर हो जाता है, अंततः रसायनों को सुदृढीकरण परत में प्रवेश करने की अनुमति देता है।आंतरिक असंगति भी उतना ही भ्रामक हैयदि एक मानक नाइट्रिल रबर नली का उपयोग गलती से सिंथेटिक एस्टर तरल पदार्थों या शक्तिशाली additives युक्त तरल पदार्थों के साथ किया जाता है, तो आंतरिक ट्यूब सूज सकती है, delaminate,या फ्लेक करें, जबकि नली बाहर से पूरी तरह से सामान्य दिखाई देती है.
सावधान रहने के लिए संकेत:
नली का ढक्कन चिपचिपा लगता है, नरम हो जाता है या सूजन दिखाई देती है।
एक टूटी हुई नली को खोलने पर, ट्यूब की आंतरिक सामग्री में विघटन या फिसलने के लक्षण दिखाई देते हैं।
आंतरिक क्षरण के कारण सिस्टम के दबाव में एक अस्पष्ट, क्रमिक गिरावट।
प्रतिस्थापन नली चुनने से पहले हमेशा आंतरिक और बाहरी रासायनिक संगतता दोनों की जांच करें।
कठोर रासायनिक वातावरण में, कवर और आंतरिक ट्यूब दोनों के लिए बेहतर रासायनिक प्रतिरोध के साथ नली में अपग्रेड करें (उदाहरण के लिए, ईपीडीएम या एफकेएम से बने नली) ।
नली के बाहरी भाग के लिए पानी आधारित क्लीनर का प्रयोग करें और आक्रामक डीग्रिजर से बचें। हाइड्रोलिक तरल पदार्थों को बदलने या सफाई प्रोटोकॉल को बदलने पर संगतता को फिर से सत्यापित करें।
5थर्मल एजिंग और चरम तापमान
क्यों अक्सर इसे नजरअंदाज किया जाता है
गर्मी विभिन्न उम्र बढ़ने की प्रक्रियाओं का एक सार्वभौमिक त्वरक है। अंगूठे का एक प्रसिद्ध नियम यह है कि हर 10 डिग्री सेल्सियस (18 डिग्री फारेनहाइट) के लिए ऑपरेटिंग तापमान अनुशंसित सीमा से अधिक हो जाता है,नली का सेवा जीवन आधा हो जाता हैहालांकि, तकनीशियन अक्सर इस तथ्य को नजरअंदाज करते हैं कि समस्या शायद ही कभी केवल परिवेश के तापमान से उत्पन्न होती है। वास्तविक थर्मल लोड निम्नलिखित का योग हैः
हाइड्रोलिक तरल पदार्थ का तापमान (जो पीक ड्यूटी चक्र के दौरान तेजी से बढ़ सकता है),
पास के इंजन ब्लॉकों, निकास जनरेटरों या हीटर संयोजनों से उज्ज्वल गर्मी,
और कुछ बाहरी प्रतिष्ठानों में प्रत्यक्ष सूर्य के प्रकाश।
100 डिग्री सेल्सियस के निरंतर संचालन तापमान के लिए नामित एक नली 120 डिग्री सेल्सियस तरल पदार्थ और 20 डिग्री सेल्सियस की विकिरण गर्मी के संपर्क में आने पर 140 डिग्री सेल्सियस के थर्मल भार का अनुभव करेगी।इससे इसकी जीवन प्रत्याशा बरसों से घटकर कुछ ही महीनों में घट जाती है.
अत्यधिक ठंड भी समान रूप से हानिकारक है। ठंड से नीचे, रबर सामग्री कठोर और भंगुर हो जाती है। एक नली जो 25 डिग्री सेल्सियस पर अच्छी तरह से झुक जाती है, -10 डिग्री सेल्सियस के वातावरण में मशीन के प्रारंभिक आंदोलन के दौरान फट सकती है।
जाँच करने के लिए मुख्य संकेत: बाहरी ढक्कन में दरारें, बारीक जाल जैसी दरारें (crazing), या नली को मोड़ते समय एक भंगुर, "क्रैकर जैसा" महसूस करना।
जो दबाव छोड़ने के बाद भी घुमावदार या विकृत रहते हैं।
मौसमी पैटर्न दिखाने वाली विफलताएंः सर्दियों में भंगुर फ्रैक्चर बनाम गर्मियों में नरम और फोड़े।
अंतिम समाधान: नली को उष्णता के स्रोतों से बचाने के लिए हीट शील्ड लगाएं।
ऑपरेशन के दौरान वास्तविक नली सतह के तापमान की जांच करने के लिए थर्मोकपल या इन्फ्रारेड थर्मामीटर का उपयोग करें।
उच्च तापमान प्रतिरोधी सामग्रियों से बने उच्च तापमान प्रतिरोधी क्षेत्रों (जैसे, सिलिकॉन रबर मिश्रण कवर, एफकेएम आंतरिक ट्यूब) के लिए नली का चयन करें।
ठंडी जलवायु में, उच्च तीव्रता वाले परिचालन चक्र शुरू करने से पहले प्रणाली को गर्म करने और कम दबाव पर द्रव को परिसंचारी करने दें।
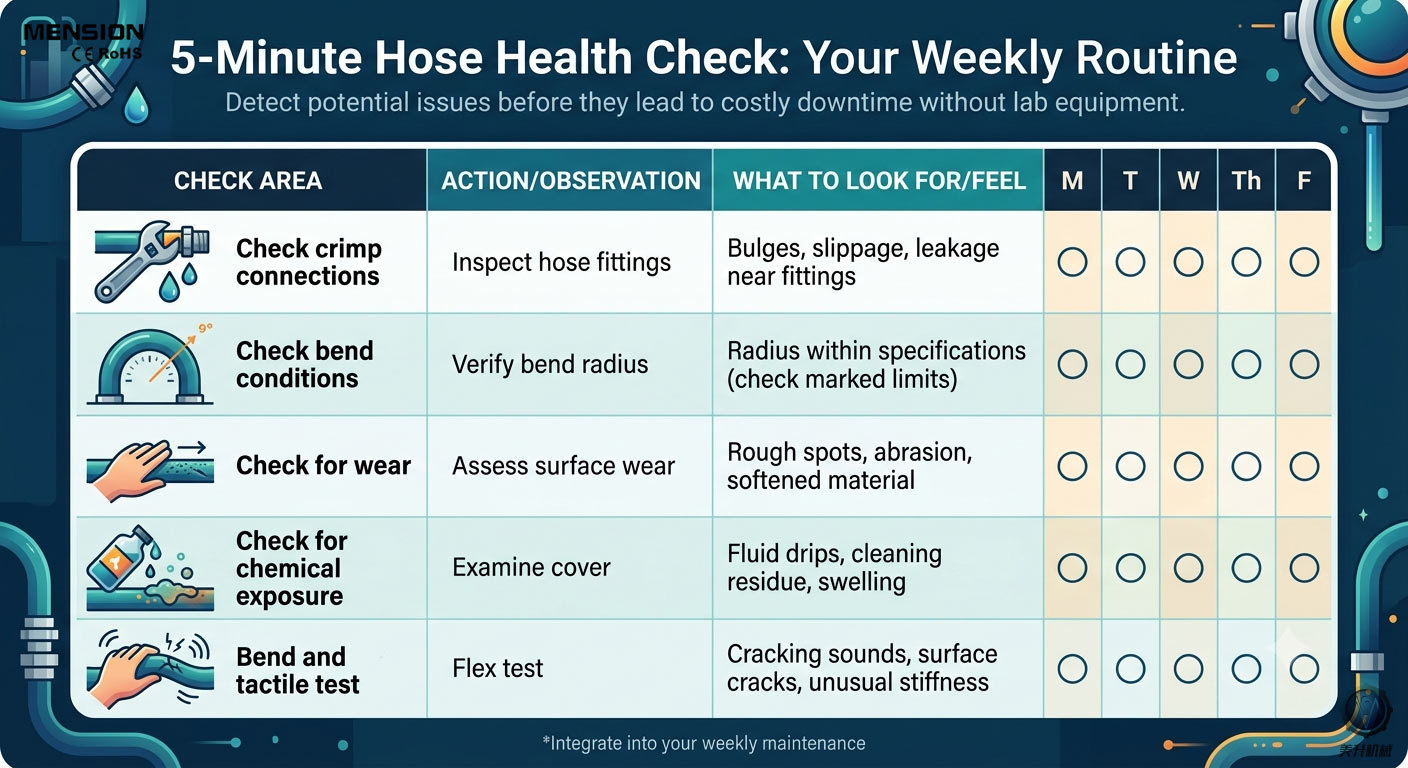
नली की विश्वसनीयता का प्रबंधन
लगातार नली फटने दुर्भाग्य का संकेत नहीं है, न ही यह आमतौर पर "दोषपूर्ण बैच" के कारण होता है।महंगा संकेत है कि आपके सिस्टम में पांच छिपे हुए मुद्दों में से एक (या अधिक) मौजूद है. अच्छी खबर यह है कि इन मुद्दों को प्रबंधनीय हैं एक बार जब आप जानते हैं कि उन्हें समस्या निवारण कैसे करें.
यदि आप गलत crimping के साथ संघर्ष कर रहे हैं, हम अनिश्चितता को खत्म करने में मदद कर सकते हैं। हमारे MS-P32 डिजिटल हाइड्रोलिक नली crimpers पूर्व निर्धारित मरम्मत विनिर्देशों और डिजिटल व्यास नियंत्रण सुविधाओं,सटीक वितरण, लगातार परिणाम और यह सुनिश्चित करना कि प्रत्येक विधानसभा पहले प्रयास पर मानकों को पूरा करती है।
निराशाजनक, अस्पष्टीकृत खराबी से निपटने से थक गया?
हमारे हाइड्रोलिक क्रिमपिंग मशीनों की पूरी श्रृंखला ब्राउज़ करने के लिए यहां क्लिक करें →
यदि आप एक जटिल नली की खराबी का सामना कर रहे हैं तो नीचे टिप्पणी अनुभाग में एक विस्तृत विवरण छोड़ दें हमारे हाइड्रोलिक विशेषज्ञों को एक अच्छी समस्या निवारण चुनौती पसंद है।
पूर्ण समर्थन के लिए हमें +86 13285333777 पर व्हाट्सएप करें।

